All plate for this project was cold temperature Cat 4 steel and required 100% radiography on all tank shell plate welds.
This was a test fit of the first cell with the feed box and all components.
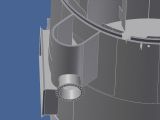
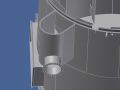
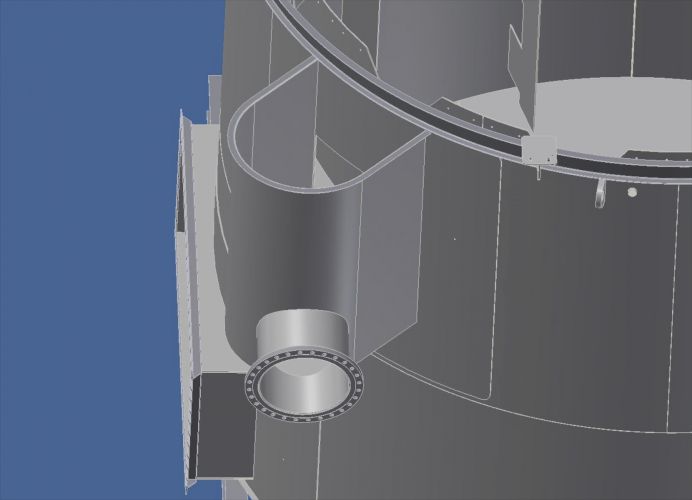
The froth outlets had to be deadly accurate for position and angle to match up with prefabricated pipe connections.
Exceptional fabrication accuracy was accomplished by our own 3D computer modeling of the entire project and associated jigs required.
Center alignment check and fit up of the stator.
Trial fit of stainless radial launders, drive bridge, crowder cone, and lids.
The detailed upper course was jig fabricated and then fit to the lower course.
Mounting the intermediate flow control box to the cell.
Cell #4 and dischargs box trial fit.
Interior of the intermediate box showing Duracorr and Chrome Carbide overlay plate in high wear areas.
Alignment of flow control dart shaft brackets in intermediate and discharge boxes.
The stainless steel dart shafts in place.
intermediate and discharge boxes lined and insulated.
Tank cell bridge fabricated and test fit of drive assembly and other components.
Cell from above with wear liner Devmat 115 completed.
Cells were insulated and clad with 24 Gauge Galvalum sheet.
Loaded for shipment to site.
A shot of our talented crew.






































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}